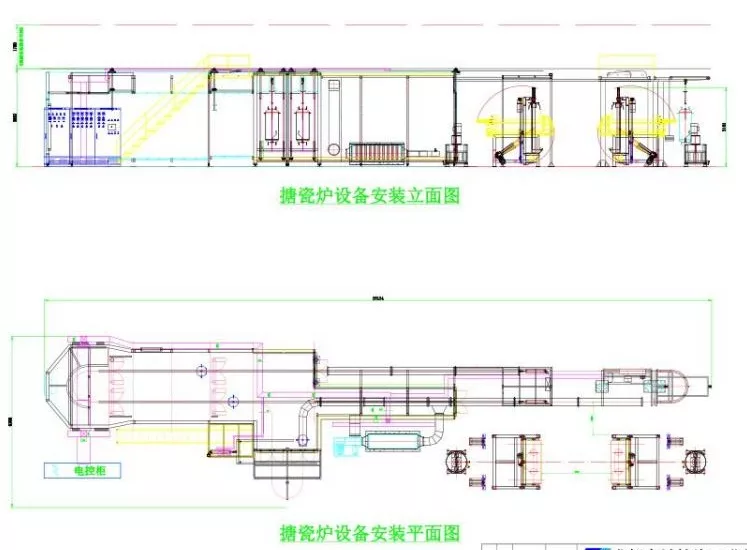
Solar Enamel Tank
- The solar enamel tank semi-automatic production line is primarily composed of double stations of semi-automatic wet enamel machines, two sets of glaze slurry conveying/stirring devices, one semi-automatic drying/firing resistance furnace, and one set of automatic inner tank drying equipment. There are a total of four parts.
- The production basic procedure involves semi-automatic mechanical enameling, semi-automatic drying, semi-automatic firing, and cooling. Semi-automatic enameling and drying processes will be done by workers manually.
- The drying and firing line will share one conveying chain, which is convenient for cleaning the inner tank after enameling, checking, and repairing before firing.
- The entire firing chamber is made of lightweight, high-purity ceramic refractory fibers for insulation. This greatly reduces electricity consumption due to its excellent insulation performance. The furnace body does not use refractory bricks (only a small amount of lightweight insulation bricks is used), and it takes less than 100 minutes for the cold furnace to reach a temperature of 850℃. It is particularly convenient to stop or start the furnace. If it needs to be operated in a single or double shift production mode every day, the energy-saving effect is even more significant.
- It is possible to start production during off-peak hours with preferential electricity prices, which can directly reduce electricity consumption costs.
- The complete set of equipment can meet the firing requirements for enamel coating on inner containers with sizes up to 500mm in diameter (note: with an additional single-side branch pipe length of 65mm) and 1500mm in length. It can realize the low-temperature, long-firing process for the inner containers, improve firing quality and production yield, and reduce energy consumption.
- The chain speed of the conveyor line, as well as the temperature and duration of the drying process, can all be set for automatic operation with digital displays. This makes it convenient for process control and production management.
- There is ample space for operating above and below, and the temperature in the workstation environment is relatively low, which improves working conditions.
- The firing chamber and the heating area of the drying machine use a high-precision microcomputer automatic temperature controller. The temperature control accuracy of the instrument can be controlled within the range of ±5℃, which meets the requirements for qualified firing of the inner cavity workpiece.
- The equipment is easy to maintain and shut down/start up. It has a short heating time and can be entered for troubleshooting and repair two hours after the furnace is shut down. This results in low repair costs.
When requesting a burn-off oven, it’s important for the demand side to provide relevant information and documents to the supplier to ensure the equipment meets their needs. Here are some key details the demand side should provide:
- Required floor space: The demand side should specify the necessary floor space for the burn-off oven, which is approximately 195m², excluding the pre-treatment line and temporary storage area for workpieces.
- Inner chamber size: The demand side should provide the maximum and minimum inner chamber sizes required for the burn-off oven. The maximum size should be around 240L and weigh about 50kg, with a single-side branch pipe of an additional 65mm. The minimum size should be around 15L and weigh 10kg. The burn-off oven should have the capacity to burn 100L of internal workpieces and 30 pieces per hour, as well as around 650kg (including hanging fixtures) of inner chambers per hour.
- Workpiece size drawings: To design and manufacture the burn-off oven, the customer needs to provide the supplier with workpiece size drawings.
Main Design Parameters and Technical Details:
- This equipment is designed to work with a semi-automatic enameling machine for coating and drying the inner container. Manual loading and unloading of the inner container is required while the rest of the conveying, drying, and firing processes are completed automatically by the equipment.
- The maximum size of the inner cavity for firing is Φ500 (with an additional single-side support pipe of 65mm) x H1500mm. The maximum weight of the workpiece is 50kg/piece (including hanging tools). This equipment is capable of firing workpieces with large differences in size, dimension, and thickness.
- Power supply: Electricity, 50Hz, 380V. The electric heating installation for burning has a power rating of 420kW, the electric heating installation for drying has a power rating of 100kW, and the transmission and coating machine installation requires approximately 10kW. The compressed air consumption is 0.5 cubic meters per minute.
- Burning Capacity: Approximately 650kg per hour (including hangers), equivalent to burning about 30 pieces per hour with a 100-liter internal container.
- The firing room has six temperature control areas and two temperature display points.
- Firing chamber temperature control range: 700℃ to 880℃.
- The cold furnace takes less than 100 minutes to reach a temperature of 850℃.
Semi automatic Enameling Machine
- After the inner surface of the inner tank has been processed, it is manually placed onto a semi-automatic enamel coating machine for wet rolling and coating of the inner surface.
- The semi-automatic enamel coating machine is equipped with two workstations. A single cycle takes about 4 to 6 minutes, and the production output for a single machine is 20 to 30 pieces per hour.
- Suitable for inner container size: Ф240-Ф500, Height: 462-1500, maximum weight per piece: 50kg.
- After the workpiece is coated with enamel, with the inner container facing downwards, it is manually removed from the enamel coating machine and hung on the hook at the drying station.
- Using PLC (Programmable Logic Controller) technology and human-machine touch screen technology, different parameters can be set within the PLC program for inner compartments of varying sizes and lengths.
- The transportation and spraying of glaze slurry uses imported pneumatic diaphragm pumps.
- The enamel coating machine uses an adjustable frequency electric push rod for flipping.
- Control of workpiece clamping action by pneumatic cylinder (excluding compressed air source equipment).
- The glaze slurry tank, containers, and pipelines are all made of 304 stainless steel (excluding flexible pipelines).
- Imported pneumatic diaphragm pump for glaze slurry (excluding compressed air source equipment).
- Two variable speed motors.
Firing Line Design
- Chain Speed 0.3-4.5m/min (Intermittent operation), each firing time Approximately 10-25min
- The designed heating temperature is 780℃-880℃.”
- The firing chamber is U-shaped, with an effective conveyor length of 3.65m and an internal height of 2000mm. The clearance height is controlled by the net space of 250mm between the lower edge of the workpiece and the furnace bottom surface.”
- The firing chamber has a power of 420 kilowatts, and the electricity consumption during production is about 70% to 90% of the installed power.
- Automatic intermittent firing, each firing can accommodate 4 inner liners with a diameter of 500mm (Note: plus a single-side branch pipe with a length of 65mm and a natural turning radius of 325mm), or 6 inner inner tank with a diameter of 400mm or less.
Drying design
- A lightweight hanging conveyor chain is used for both drying and firing. The conveyor chain operates intermittently, and the total length of the drying room is about 12 meters, with a total of 3 workstations.
- Drying heat source: Electric heating tube is used to heat up the hot air in the drying room, which is then blown onto the surface of the heating wire by a fan to form circulating hot air, which is then blown into the inner container.
- A 100kw electric heater is used for drying, and the hot air temperature is automatically controlled during operation. The power can be adjusted as needed.
- The heated air in the drying room is blown into the lower hole of the inner tank, equipped with two sets of blowing tubes with extended tubes.
- The drying and firing lines share a suspended conveyor belt, which is driven using frequency conversion speed control technology, and the conveying speed in meters per minute is displayed in real-time digitally.
- The drying conveyor chain operates intermittently at a speed of 0.3 to 4.5 meters per minute. After moving to each workstation, the conveyor chain stops for 6 to 20 minutes (depending on the firing process and product quality) to ensure that the hot air blown into the inner tank can fully take away water vapor and improve the qualified rate of drying.
- Underneath the inner tank of the drying chamber, there are 24 air nozzles that blow hot air into the chamber, venting out water vapor and preventing condensed water from damaging the formed powdery porcelain layer.
Firing Hanging Tool – Custom-Made with 310S Heat-Resistant Steel
Our firing hanging tool is designed to meet the firing requirements of inner tanks in various sizes. It comes with 168 hooks made of 310S heat-resistant stainless steel for durability and strength.
- In order to meet the requirements for firing the inner tank in various sizes, 168 hooks are provided, made of 310S heat-resistant stainless steel. (The hanging tools below the hook shall be provided by the customers).
- The firing hooks are spaced 250mm apart
- The hanging fixtures for firing are custom-made using 310S heat-resistant steel, and are provided by customers.
Firing Capacity Design
- When producing for 8 hours in a single shift, the maximum production of enamel inner tanks is about 96-128 large pieces and 192-240 small pieces (depending on the weight and structure of different products).
- The production process involves the intermittent firing of the workpieces after they are loaded into the furnace and the door is closed. The firing time for the large inner tank is about 15 to 20 minutes, with an hourly production rate of about 12 to 16 pieces per hour, while the firing time for the small inner tank is about 12 to 15 minutes, with an hourly production rate of about 24 to 30 small pieces per hour (varying according to the weight and structure of different products).
- Rated to heat 650kg per hour.
- The design heating temperature is 780℃-880℃, and firing time ranges from 10 to 25 minutes.
- The total number of operating personnel is about 4 to 6 people.
Furnace Body Design
- The furnace body of the firing section adopts a rectangular steel tube as the furnace frame, with expansion joints set in the structural frame to fully ensure the structural strength of the furnace body during continuous operation and to control the deformation of the furnace body within the design value.
- The structure is mainly made of rectangular steel tubes and has a total height above ground of 3600mm
- The minimum net distance between the bottom edge of the inner tank under the firing hoist and the workshop floor is 680mm
- When the longest workpiece is kept 280mm away from the floor along the firing line, the entire firing chamber, heat exchange chamber, and drying chamber will be lower than the workshop floor, and it is necessary to build a 400mm sunken foundation or an operating platform. The remaining steel foot plates will also be flush with the workshop floor.
- The outer facade of the furnace body is covered with molded plastic sheets, and the temperature of the main outer facade does not exceed 20℃ above room temperature during operation.
- If the equipment is installed in a sunken foundation pit, it is more convenient to conduct online inspection and repair of the workpiece before firing due to the lower distance between the inner tank and the ground. If an operating platform is constructed, a sunken foundation pit is not necessary. Customers can choose according to their own needs.
The design of the furnace lining is crucial for efficient ceramic production, and it includes the firing chamber, heat exchange chamber, and insulation layer for the drying chamber.
- The firing chamber utilizes high-purity aluminum silicate ceramic fiber composite blocks as the insulation furnace lining, which significantly reduces power consumption. The excellent insulation performance of this furnace lining helps to maintain high temperatures while keeping energy costs low.
- To anchor the high-purity aluminum silicate fiber compressed blocks in the high-temperature area of the firing chamber, 304 stainless steel strips are used (with a shelf life of 24 months). The furnace’s bottom is covered with lightweight heat insulation bricks to protect the insulation fibers below from being stepped on. The design insulation lining thickness is 300mm.
- The preheating chamber and heat exchange chamber are made of compressed aluminum silicate fiber blocks with a thickness of 200mm~160mm, and the aluminum silicate fiber blocks are anchored with metal nails. The surface of the furnace bottom is covered with lightweight insulation bricks for extra protection.
- The drying room is insulated with rock wool boards, and the boards are protected with galvanized pressed boards to prevent moisture from penetrating into the fiber and reduce maintenance time. This design enhances the temperature performance while preventing the rock wool fiber from flying and affecting the quality of the porcelain surface.
Transmission and Conveyor Line Design
- Our conveyor chain has a running line speed of 0.4-4.5m/min and is designed for intermittent operation. The stop time is adjustable between 0-60min.
- We use a 50kg light-duty suspended conveyor chain device for our suspended conveyor line. The device has a sealed integral bearing of 250mm and a closed length of 56000mm. The line is divided into 14 groups of stations, with each group spanning 4000mm.
- Our transmission system uses a frequency conversion speed regulation motor to drive the reducer drive device. It also comes with an overload automatic parking function for added safety. The frequency conversion motor has a power output of 2.2kw, with speed adjustments made by the frequency converter. The speed is displayed in m/min, and an emergency stop button is installed on-site.
- Our transmission line is equipped with an automatic oil injection lubricating machine, ensuring smooth operation and reduced maintenance costs.
Design of Hot Air Curtain, Heat Sealing Plate, Track, and Hanger
- The whole line is equipped with 2 heat-resistant 310S stainless steel solid doors, 2 304 stainless steel solid doors, and 4 steel structural solid doors.
- The heat sealing plate is made of 321 stainless steel plate, which is 3mm thick and includes 224 pieces.
- The heat-sealing plate track is made of heat-resistant cast iron and processed with cutting and polishing to ensure a smooth sliding surface and base.
- There are 168 heat-resistant stainless steel hooks, made of 310S material, placed under the conveyor chain. The hanger below the hook needs to be prepared by the buyer, but our team can assist with the design to meet the firing process requirements of enamel parts.
- The hanger material below the hook can be 310S.
- The maximum size of the fired workpiece is Φ500 mm × H1500 (with a unilateral branch length of 65mm).
Heating Element Design
- The resistance band material used is 0Cr21Ai6Nb iron-chromium-aluminum resistance band. Its anti-oxidation performance and service life are close to those of nickel-chromium strips, and a reasonable design can overcome its poor weldability.
- The support frame is made of a special high-temperature alloy, and the lead-out rod and hook are made of 310.
- High-temperature insulating parts are 95 porcelain rings, porcelain clips, porcelain beads, and corundum tubes.
- The drying room is equipped with electric heating of 100kw. It is mainly used for heating air to blow into the inner tank for drying, and the output power can be automatically adjusted between 30% and 100%.
- The firing electric heating power of 420kw is distributed on both side walls and the middle part. In order to reduce the temperature difference between the upper and lower parts of the furnace, the power of the lower part is set higher to enhance the bottom temperature. The entire bottom is not laid with electric heating tape to avoid short-circuit failure caused by the falling of the workpiece, and it is also convenient for maintenance.
- In order to prolong the service life of the resistance band, a lower surface load value is adopted.
- During normal operation, the power consumption of the firing chamber is about 250kw~380kw.
Automatic Control System Design for Furnace Temperature Control
Automatic control system design is essential to ensure the long-term stable operation of production lines. This system helps in the uniformity of furnace temperature, saving electric energy, and improving product quality. In this article, we will discuss the features of our automatic temperature control system for furnace temperature control.
Our automatic temperature control system is designed to control the furnace temperature using PLC control technology. We use a thyristor switch to control the furnace temperature, which is beneficial in maintaining uniform furnace temperature, saving electric energy, and improving product quality. The automatic temperature control system and supporting equipment are adopted to ensure the furnace temperature uniformity in the firing chamber to the greatest extent. The firing room is controlled by a microcomputer digital display temperature controller. The firing is divided into multiple zones for temperature control, and the drying device is for temperature control in one zone.
To ensure maximum accuracy, there are two temperature digital display points in the drying room and the heat exchange room. The furnace is started by manual opening, and the temperature is automatically raised. There is an adjustable automatic power-off device with a delay of 120 minutes when the furnace is stopped. The time will automatically stop the work of the conveyor chain of the firing furnace.
Our firing chamber adopts a microcomputer digital display temperature controller to set and automatically control and adjust the furnace temperature. It is equipped with over-temperature and overload protection, and sound and light alarm devices to ensure the safe operation of the equipment. We have set the operating time of the equipment as an accumulative timer, which is convenient for equipment management and maintenance.
The entire control system is composed of three sets of GGD non-standard electric control cabinets. The electric control cabinet should not be more than five meters away from the firing room to avoid signal weakening and interference. We use Mitsubishi or Schneider products for the PLC and frequency converter, Kunlun Tongtai screen for the man-machine interface, Sansha of Japan or Ximenkang of Germany for thyristor modules, and Xiamen Yudian products for the microcomputer temperature controller. The pneumatic components and cylinders adopt Airtech pneumatic products.
In conclusion, our automatic temperature control system for furnace temperature control is designed to ensure the stable operation of the production line and improve the quality of the product. Our system uses the latest technology and equipment to provide accurate and reliable temperature control for your furnace.